



취급강종소개
녹슬지 않는 환경을 만들어 가는 황금에스티
녹슬지 않는 세상
Stainless Steel은 1913년 철의 내식성을 보완하기 위해
크롬을 첨가한 특수강을 만들면서 그 역사가 시작되었습니다.
크롬을 첨가한 특수강을 만들면서 그 역사가 시작되었습니다.
10.5wt% 이상의 Cr성분을 함유한 특수강으로 정의되고 있으며, 얇고 치밀한 Cr2O3 부동태피막이 형성되어 산소의 침투가 더 이상 어렵기 때문에 일반적인 환경에서는 녹이슬지 않는 것입니다. 현재는 친환경 소재의 대명사로 모든 산업분야 곳곳에서 활용되고 있는 가장 친숙한 금속이 되었습니다.



스테인리스강은 녹이 슬지 않고 부식도 되지 않는 완벽한 금속소재로 오해하는 경우가 있는데, 정확히 말하면 스테인리스강은 다른 금속소재와 달리 별도의 표면처리를 하지 않더라도 일반적인 환경에서는 부식이 거의 발생하지 않고 유지보수가 매우 용이한 금속소재라고 해야 할 것이다.
그러나 일반인의 상당수가 스테인리스강에 대한 과도한 신뢰로 인해 사용과 적용에 그릇된 인식을 가지고 있어 공급자와 사용자간의 분쟁원인이 된다. 특히 부식의 경우는 여러 인자가 복합적으로 작용하여 국부적 또는 예상 밖의 현상으로 나타나기에 스테인리스강에 대한 부정적인 상황을 연출한다. 스테인리스강을 장기간 안정적으로 사용하기 위해서는 취급요령을 알고 실천하는 것이 중요하다. (한국철강협회)
그러나 일반인의 상당수가 스테인리스강에 대한 과도한 신뢰로 인해 사용과 적용에 그릇된 인식을 가지고 있어 공급자와 사용자간의 분쟁원인이 된다. 특히 부식의 경우는 여러 인자가 복합적으로 작용하여 국부적 또는 예상 밖의 현상으로 나타나기에 스테인리스강에 대한 부정적인 상황을 연출한다. 스테인리스강을 장기간 안정적으로 사용하기 위해서는 취급요령을 알고 실천하는 것이 중요하다. (한국철강협회)
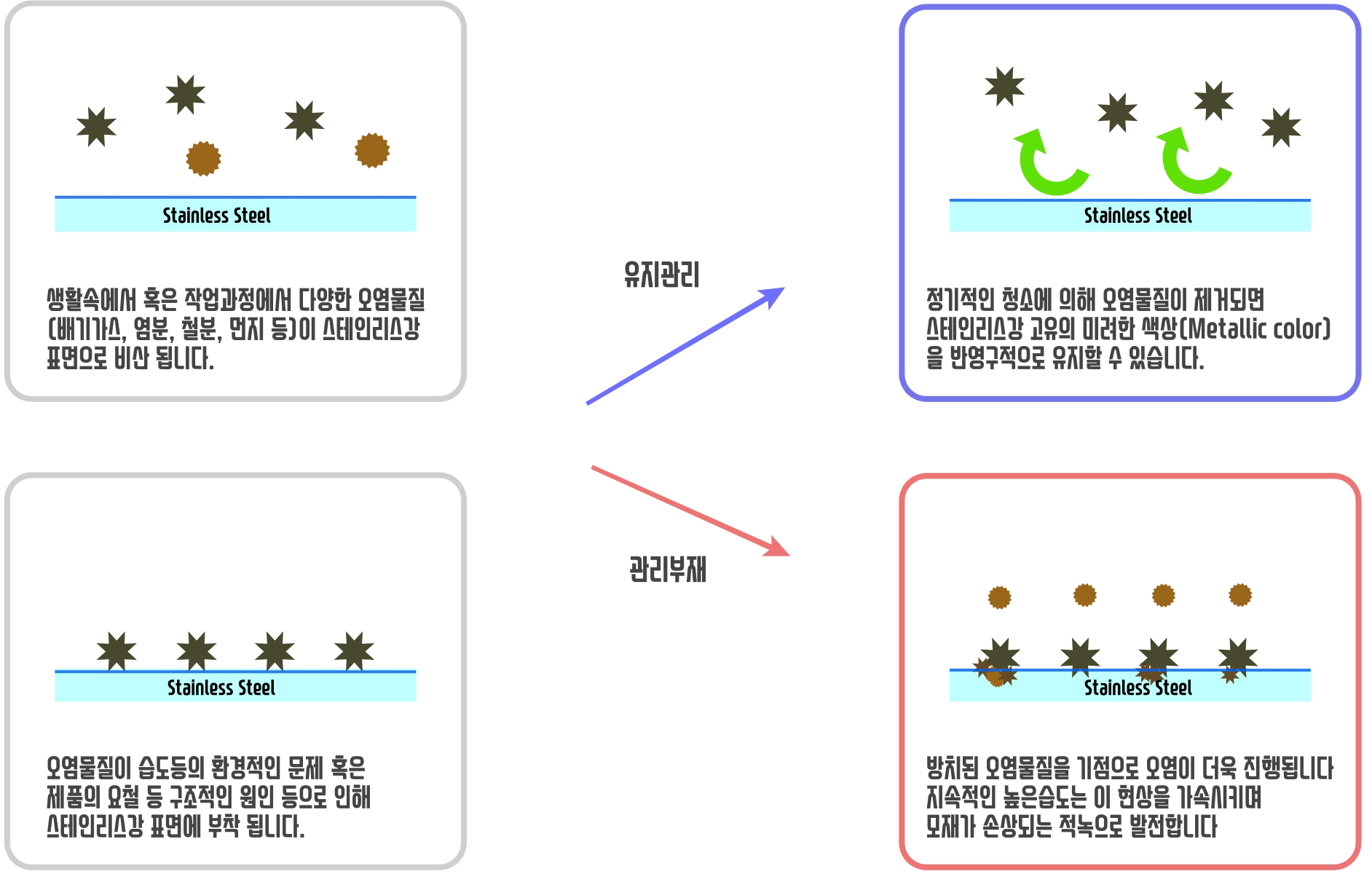
스테인리스 표면의 부동태피막*이 손상되고 재생이 방해를 받게 되면 녹이 발생하게 된다. 부동태피막을 파괴하고 재생을 방해하는 물질로는 주로 염소이온과 황산화물이 있으며 염소이온은 염분, 표백제, 제설제, 해수 등이 이에 속하고 황산화물은 자동차공장 등의 연소 배기가스, 소각매연, 기름 등으로 스테인리스강 표면에 부착되어 변색, 발청, 균열 등의 부식을 야기한다.
또한 공장지대, 철강제품과 동일한 설비를 사용하여 가공할 경우 많이 발생되는 사례로 철분을 주로 한 이종 금속입자들이 스테인리스 표면에 부착하여 오염되는 경우가 있다. 표면의 두 금속간의 표준전극전위 차이에 의한 갈바닉 부식이 발생되어 이물질에 녹이 슬고 이 이물질의 영향으로 장기적으로 스테인리스 자체까지도 영향을 받게 되므로 주기적인 세척이 필요하다.
또한 공장지대, 철강제품과 동일한 설비를 사용하여 가공할 경우 많이 발생되는 사례로 철분을 주로 한 이종 금속입자들이 스테인리스 표면에 부착하여 오염되는 경우가 있다. 표면의 두 금속간의 표준전극전위 차이에 의한 갈바닉 부식이 발생되어 이물질에 녹이 슬고 이 이물질의 영향으로 장기적으로 스테인리스 자체까지도 영향을 받게 되므로 주기적인 세척이 필요하다.
*부동태피막(passive film) : 크롬함량이 12%이상에서 크롬산화물에 의한 부동태피막 효과가 현저하게 나타난다. 스테인리스강은 크롬산화물이 50%이상인 1-3nm의 얇은 부동태피막을 갖는다. 스테인리스의 피막은 치밀하며 밀착성이 좋은 유연한 구조를 가져서 기지금속에 잘 부착되어 안정한 피막을 유지하며, 이 피막은 금속모재와 산소와의 전기화학적 반응생성물이기 때문에 긁히거나 찍히는 등 물리적인 손상을 입어 일부 파괴되더라도 금방 재생되는 성질을 갖고 있다. (한국철강협회)
1. 각종 설비는 예각을 피하고 가능하면 round형으로 하여 이물질의 집적을 피한다.
2. 탱크류 등 설비 설치시 수시보수, 관리, 청소가 용이하도록 충분히 고려하고 접근이 가능한 창문들을 설치한다.
특히 저수조, 급탕조 등은 상부 및 물의 수면이 변동되는 부위가 부식에 취약하므로 탱크형상을 만수형으로 하면 부식발생을 최소화 할 수 있다.
3. 저수조에는 환기구를 설치하여 탱크 내부에 염소가스가 집적되지 않도록 해주고, 급수시에는 분무방식을 채택하여 탱크 내부의 상부, 수면변동부가 세척되도록 한다.
4. 배관의 배열은 내부의 유체 흐름이 방해되지 않도록 고저를 분명히 하고 U자형으로 꺾어진 부분은 vent용 밸브를 설치하여 비가동시 내부액체를 배출시킬 수 있도록 하면 좋다.
5. 용접부가 유해환경에 최소한으로 노출되도록 설계해야 하며 용접 이외의 brazing이나 soldering 등의 체결방법을 선택하는 것도 필요하다.
6. 잦은 청소가 필요하거나 큰 입자의 부착 등이 우려된다면, HL, #4 등 청소와 보수가 용이한 표면을 선택하는 것도 좋다.
2. 탱크류 등 설비 설치시 수시보수, 관리, 청소가 용이하도록 충분히 고려하고 접근이 가능한 창문들을 설치한다.
특히 저수조, 급탕조 등은 상부 및 물의 수면이 변동되는 부위가 부식에 취약하므로 탱크형상을 만수형으로 하면 부식발생을 최소화 할 수 있다.
3. 저수조에는 환기구를 설치하여 탱크 내부에 염소가스가 집적되지 않도록 해주고, 급수시에는 분무방식을 채택하여 탱크 내부의 상부, 수면변동부가 세척되도록 한다.
4. 배관의 배열은 내부의 유체 흐름이 방해되지 않도록 고저를 분명히 하고 U자형으로 꺾어진 부분은 vent용 밸브를 설치하여 비가동시 내부액체를 배출시킬 수 있도록 하면 좋다.
5. 용접부가 유해환경에 최소한으로 노출되도록 설계해야 하며 용접 이외의 brazing이나 soldering 등의 체결방법을 선택하는 것도 필요하다.
6. 잦은 청소가 필요하거나 큰 입자의 부착 등이 우려된다면, HL, #4 등 청소와 보수가 용이한 표면을 선택하는 것도 좋다.
일반의 상태에서 자성을 갖지 않는 304강종 스테인리스강의 예를 들면, 제강시 소둔열처리를 하여 압연과정에서 생성된 가공유기 마르텐사이트를 거의 제거한 상태이다. 이 소재를 전단(slitting / shearing) 혹은 냉간성형 가공하게 되면 오스테나이트의 일부가 가공유기 마르텐사이트로 변태하고 생성된 마르텐사이트로 인해 약한 자성을 띠게 된다.
마르텐사이트의 생성량은 스테인리스강의 변형량이 많을수록 증가하므로 성형가공 후 두께변화가 많은 곳(변형량이 많은 곳)에서 집중적으로 발생한다고 볼 수 있다. 마르텐사이트상은 오스테나이트상과 달리 자성을 띠고 강도도 높은 특성이 있다. 실제 이러한 가공경화는 고경도품(냉간압연 후 열처리를 하지 않은 제품)의 생산에 이용되기도 한다. (한국철강협회)
마르텐사이트의 생성량은 스테인리스강의 변형량이 많을수록 증가하므로 성형가공 후 두께변화가 많은 곳(변형량이 많은 곳)에서 집중적으로 발생한다고 볼 수 있다. 마르텐사이트상은 오스테나이트상과 달리 자성을 띠고 강도도 높은 특성이 있다. 실제 이러한 가공경화는 고경도품(냉간압연 후 열처리를 하지 않은 제품)의 생산에 이용되기도 한다. (한국철강협회)
스테인리스강 제품의 시험성적서에 기재된 성분은 주조 전 성분이 확정된 용탕에서 채취한 시료를 분석하여 얻은 래들 분석값이다. 따라서 동일한 래들(Heat No. / Charge No.)에서 나온 스테인리스강은 최종 제품의 규격과 표면에 무관하게 동일한 성분이 보증된다.
그러나 주요원소의 편차가 문제가 되는 경우가 있는데, 보증서에 나타난 값과 실제품 분석값의 차이가 있는 경우 참고하도록 각 규격집에서 성분 허용치를 규정하였다. (ASTM A480 A1.1 Product analysis tolerance)
그러나 주요원소의 편차가 문제가 되는 경우가 있는데, 보증서에 나타난 값과 실제품 분석값의 차이가 있는 경우 참고하도록 각 규격집에서 성분 허용치를 규정하였다. (ASTM A480 A1.1 Product analysis tolerance)
300계는 Cr-Ni계의 오스테나이트계, 400계는 Cr계의 페라이트계로 물리적 특성과 구조적 차이로 인해 용접성의 차이를 나타낸다.
300계는 면심입방구조(FCC)를 가지고 탄소, 질소 등의 고용도가 높으나 400계는 체심입방구조(BCC)로 탄소, 질소의 고용도가 낮으며 이로 인해 탄소나 질소 등에 용접부가 노출/오염되면 용접부 균열 발생이나 인성 저하가 발생한다*. 또한 300계 대비 녹는점도 50도 이상 높고, 열전도도도 300계 대비 높아 용융에 많은 열량이 필요하고 용접열의 집적도 중요하다.
300계는 면심입방구조(FCC)를 가지고 탄소, 질소 등의 고용도가 높으나 400계는 체심입방구조(BCC)로 탄소, 질소의 고용도가 낮으며 이로 인해 탄소나 질소 등에 용접부가 노출/오염되면 용접부 균열 발생이나 인성 저하가 발생한다*. 또한 300계 대비 녹는점도 50도 이상 높고, 열전도도도 300계 대비 높아 용융에 많은 열량이 필요하고 용접열의 집적도 중요하다.
*격자내 빈 공간은 FCC가 26%, BCC가 32%로 계산되며, 빈 공간의 비율은 BCC가 크지만 좁게 구성되어 있어, 탄소나 질소원자가 들어가려면 FCC의 넓은 공간이 유리하다
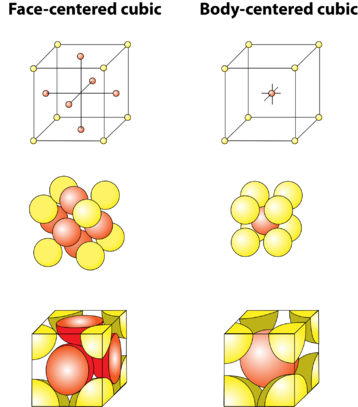
FCC (Face-Centered Cubic : 면심입방격자)와 BCC (Body-Centered Cubic : 체심입방격자)의 구조도
| 구분 | 취급요령 |
|---|---|
| 보관 | 수분, 먼지, 기름 윤활유, 분진 등이 접축되어 표면에 녹이 발생하지 않도록 주의 |
| 운반 | 표면 긁힘이 발생하지 않도록 받침대를 이용하고 스테인리스 전용 장비를 사용 |
| 절단 및 프레스 | 다이스와 칼날의 간격이 정확해야 덧살이나 가공경화가 발생하지 않고 깨끗 |
| 벤딩가공 | 용접부위 벤딩시에는 가공균열을 막기 위하여 표면연마가 필요 |
| Drawing | 심가공시 마찰과 표면손상이 발생하므로 윤활제는 내압 또는 내열성의 제품 사용 성형가공 후에는 표면에 남아있는 기름을 깨끗하게 제거 |
| 용접 | 용접에 악영향을 주는 녹, 기름, 수분, 페인트 등을 완전히 제거하고 작업 용접 완료시에는 국부부식이나 강도저하를 막기 위하여 그라인딩 처리 및 산 세척 |
| 시공 부분 | 보호필름 수명에 유념하며 시공후 필름 제거시에는 표면세척을 해야 한다 부식성이 강한 타일 및 석재의 청소용 약재는 접촉에 주의하며 접촉 시 즉시 세척 건설현장 시공 시 시멘트, 분진 등 노출에 주의하며 끝난 후 중성세제 및 물로 세척 |
서울특별시 마포구 월드컵북로58길 9, ES타워
TEL : 02-6121-4600 / FAX : 02-6121-4610
TEL : 02-6121-4600 / FAX : 02-6121-4610
COPYRIGHT 2019 BY HWANGKUM STEEL & TECHNOLOGY ALL RIGHT RESERVED.